“Latex—it’s what everyone in the bedding business sleeps on, but no one sells.” Maybe this adage has finally seen its day.
The biggest news in latex foam as a bedding component is that mattress makers are using more of it. There also is growing demand for this premium core and cushion component when it’s made with 100% natural rubber, i.e., from the milky sap of the Hevea brasiliensis (rubber tree). But plenty of the latex foam used in beds today is blended latex, made with a mix of natural rubber and petroleum-based styrene-butadiene rubber. Ratios vary from company to company, but blended latex often is an 80/20 or 60/40 mix of SBR to natural rubber content. And most sellers of blended latex also produce 100% synthetic latex, also known simply as SBR.
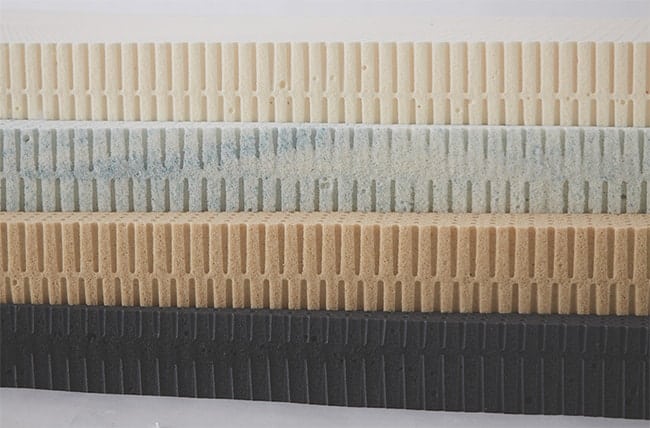
There are two foundational latex foam production methods, Dunlop and Talalay. The former is far more common and less resource intensive to manufacture. Dunlop-process latex foam is whipped, poured into molds, baked, and then washed and dried. In the more elaborate Talalay process, a vacuum is applied to half-filled, sealed molds, causing the mixture to rise, and then the latex is frozen, heat-cured, washed and dried. This method yields a uniform foam with a round, consistent cell structure and carries a higher price tag than Dunlop.
The Dunlop producers BedTimes spoke with touted new machinery, better additives and improved production methods that they say are enabling them to even the playing field with Talalay on consistency, durability and range of comforts. That said, most agree that the different production processes yield different feels and that choosing between bouncier Talalay or denser Dunlop often is personal preference.
In recent years, many Dunlop makers have refined their pouring and curing methods in pursuit of a consistency and comfort comparable to Talalay latex. Several say their methods are so different now that their foams should no longer be considered Dunlop-process latex.
Because latex remains a premium component, using “just a touch” of latex in an innerspring or polyurethane foam mattress is a trend that continues. Bed builds with 1 inch of topper foam, or even a half-inch, add luxury to a better bed without driving up its price point too much, suppliers say—although, they would prefer it if manufacturers would use even more. Those toppers can have fancy features like contours and waves to create zoned comfort.
But canny mattress makers are making this pricey component go further by slicing up topper foam and placing it strategically in certain regions of the bed for zoned support.
While all-natural latex foam must be made with at least 95% renewable content (natural rubber), according to the Fort Lauderdale, Florida-based Peterson & Control Union’s Global Organic Latex Standard, making any type of latex foam is a resource-intensive process, requiring energy, water and a range of chemicals.
Many latex suppliers BedTimes talked to discussed their efforts to reduce environmental impacts—and they have the certifications to prove it. Most hold third-party certifications from public and private entities to attest to the safety, purity, quality and sustainability of each step, from latex plantation to finished product.
Every latex supplier we spoke with agreed that latex foam should be made without fillers, such as clay, which reduce the life of the foam. But buyer beware: Suppliers acknowledge that many products continue to contain these substances.
When they aren’t selling against each other, latex suppliers market their products against memory foam, saying they offer a more breathable, durable, naturally anti-microbial and dust mite-resistant bedding component that is made from a renewable resource. And just like memory foam and other polyurethane comfort foams, latex toppers now contain gel, phase-change material and other additives. Topper foam containing graphite is especially popular as it offers a degree of flame retardancy to a combustible component.
For a closer look at the news within this increasingly popular product segment, BedTimes spoke with 10 latex foam companies about their latest products, process improvements and marketing efforts. Read on.
Vita Talalay makes health connection
Vita Talalay, part of Radium Foam, a major global supplier of Talalay latex based in Maastricht, Netherlands, is focusing its brand messaging on how better sleep contributes to a healthier life. And, of course, to get that better sleep, it helps to snooze on Vita Talalay’s products, the company says.
Inside the company showroom at Interzum Cologne in May in Cologne, Germany, Radium Foam invited visitors to “Sleep Healthy” in a luxurious bedroom where every furnishing, from the mattress to the divan and headboard to the throw rug, had “Vita Talalay Inside.” The room setting was a sleep sanctuary meant to bring nature inside with its air-cleansing rubber plant and fern green color scheme—and natural Talalay latex everywhere.

The display was part of an ongoing Vita Talalay promotional strategy that includes marketing materials, point-of-sale demonstration units, video, social media and even virtual-reality headsets to help retailers educate themselves and their customers.
Launching this month, a redesigned VitaTalalay.com website furthers that education mission and helps spread the company philosophy, says Ila Farshad, sales and marketing manager.
The site illustrates and supports the Vita Talalay philosophy that a healthy life rests on four pillars—the right food, mood, exercise and sleep, and that they’re all interdependent, Farshad says.
The company also is expanding its focus on all-natural Talalay latex and has added a new product this year to its line, Natural Vita Talalay Origins.
Radium Foam sources the natural rubber for Origins from a unique place—the Guatemalan rainforest. The latex used in this particular product line comes from the same region where the ancient peoples of Central America, like the Mayans, once tapped rubber and used tree sap for everything from closing wounds to making waterproof clothing, Farshad says.
Vita Talalay promotes Origins as “guaranteed healthy for humans and the environment” and backs its claims with third-party certifications. These include the Cradle to Cradle Gold certification from the Netherlands subsidiary of the Environmental Protection Encouragement Agency. C2C Gold means the product was thoroughly vetted for safety and environmental impacts, and it can be recycled into new latex products. Origins also has the Rainforest Alliance Certified seal and the Forest Stewardship Council Chain of Custody mark, indicating it is made with latex from sustainably managed forests.
Mountain Top Foam focused on quality
“Maybe the growth started a couple of years ago, but this year I see a big uptick in interest among manufacturers wanting to incorporate latex into their products,” says Bob Quickstad, national latex sales and marketing manager for Mountain Top Foam. “They’re either getting back into the category or adding more and more latex into their existing products. As other components, like memory foam and gel memory foam, have become commoditized, latex has always been a premium component—it’s what manufacturers are coming back to.”
The Mountain Top, Pennsylvania-based latex supplier has invested heavily in its production processes, adding capacity, increasing automation, improving quality control, creating efficiencies and implementing new sustainability practices, Quickstad says. Now, 96% of its post-industrial waste is recycled or reused, and Mountain Top has a new on-site wastewater treatment system. And there’s a big product launch in the pipeline for ISPA EXPO 2018, March 14-16 in Charlotte, North Carolina.
While its latex foam production is founded on the Dunlop process, Mountain Top does not like to call it that. Its production methods are different from traditional Dunlop that is batch mixed, poured into molds and baked, he says.
The company operates a “state-of-the-art, continuous-process system that is strictly controlled and monitored,” Quickstad says. “A robotic arm pours the liquid latex into a moving mold system that is 80 inches wide and 300 feet long. It goes into the vulcanizer where we use steam heat to vulcanize and cure the latex, followed by a wash and squeeze cycle, and into the dryer. The end product (which is cut to size) has a great feel and is very consistent in density and quality, while the process itself is labor efficient and energy efficient.”
According to the company, Mountain Top does not use fillers or binding agents and chooses only the best raw materials available. “We’re focused on making it right, so that (customers) don’t have warranty or return issues related to the latex they use,” he says.
The company’s current product lineup includes natural latex, blended latex, synthetic latex and a range of topper foams that are gel infused, graphite infused, aluminum-gel infused and copper-gel infused. Typically, the blended latex formulas it sells are 20% natural rubber or 85% natural rubber. Fifty percent natural also is available, as are custom formulas.
Adding graphite to latex helps improve latex’s flame retardancy, while adding metals can increase the foam’s “(heat) conductivity,” possibly enhancing airflow and moisture wicking, Quickstad explains. “But latex by itself performs very well (in bedding); you really don’t have to add a lot to it.”
Coco-Latex pairs natural latex with coir
Coco-Latex Exports Pvt. Ltd., the export arm of latex supplier and bedding producer Duroflex Pvt. Ltd., based in Bangalore, India, sells certified organic Dunlop latex foam cores, toppers, pillows and crib mattresses that meet GOLS certification. The company invites consumers to “Get Close to Nature” by sleeping on its organic latex products.
One of its specialties is mattress cores that layer latex with rubberized coir (coconut fiber) to create different comfort levels. Its coir meets the Global Organic Textile Standard, a third-party, international standard for producers of organic, fiber-containing products.

At Interzum Cologne 2017, Coco-Latex introduced an extra-firm variation of its latex and coir mattress. The Clover Mattress has more coir than latex. There are 6 inches of rubberized coir topped with 2 inches of latex.
The Clover offers a more economical solution for people who want to “sleep organic,” the company says.
Arpico/Richard Pieris upgrades facilities
The Arpico division of vertically integrated Richard Pieris Natural Foams Ltd. manufactures natural and GOLS latex cores, toppers and pillows with sap sourced from its own plantations.
Arpico has made major investments in its plant, including upgrading its batch pouring systems to three continuous production lines, for block Dunlop latex and latex sheeting (topper foam), says Januka Karunasena, chief executive officer of the Maharagama, Sri Lanka-based company.
Continuous production lines for 100% natural latex are rare, as most continuous lines are for synthetic or blended latex, Karunasena says.
Latex cores and sheeting are Arpico’s biggest business, but it also has the capacity to pour as many as 80,000 latex pillows per month in its continuous-process pillow production line, Karunasena says. He also sees growing demand in the past 12 to 24 months for after-sale latex toppers.
“Our exports of latex products to the U.S. grew by 45% in 2016, and we may be the largest exporter to the U.S. now of 100% natural latex,” Karunasena says. “We’re expecting similar growth for this year.”
In addition to soft topper foam, Arpico has developed super-soft foams for quilted panels that compete with more expensive Talalay. These topper and quilting foams account for 30% to 40% of U.S. sales, Karunasena says.
Latex Green emphasizes certifications
Latex Green Pvt. Ltd., with headquarters in Avissawella, Sri Lanka, is a supplier of mattress cores, toppers and pillows produced using the Dunlop process.
The company is focused on sustainable practices and touts its early adoption of GOLS, says Mithra Weerasinghe, chief operating officer and director of marketing.
It also obtained Peterson & Control Union Worldwide’s Carbon Neutralized certification. It covers the production of latex sap at the company’s partner plantation companies in Sri Lanka through Latex Green’s production of latex foam components. Companies that earn the Carbon Neutralized mark have been assessed as being “carbon neutral,” which means they have succeeded in reducing and offsetting their company’s carbon impacts or greenhouse gas emissions according to a defined set of standards.

“All of these (standards and certifications) are voluntary,” Weerasinghe says. “But, we wanted to be a leader and role model in the industry that takes the product to the next level.”
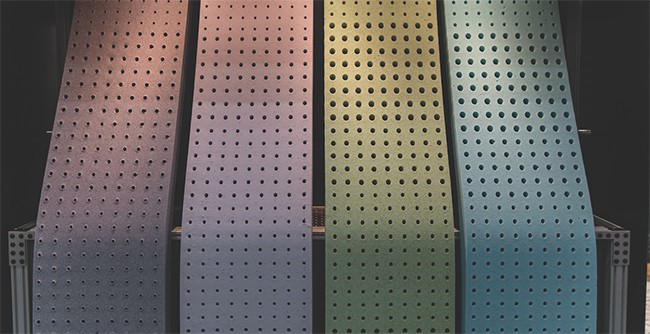
At Interzum Cologne 2017, Latex Green launched Celulux, a topper latex that is both strong and plush with wide-open hexagonal perforations that give the 2-inch and 3-inch topper foam a honeycomb look.
“There is a growing demand for toppers and we’ve re-engineered it to be very conforming to the body and flexible,” Weerasinghe says. “This product solves the problem of Dunlop being too firm for topper foam.”
Talalay Global showing the way to Talalay
Shelton, Connecticut-based Talalay Global has zeroed in on just one word—Talalay—with the goal of making it something consumers request by name when they walk into a retail store. The company sells cores, toppers and pillows made with natural or blended latex and has added different technologies to its offerings, including gel, phase-change material, graphite and, now, copper.
In the run-up to Labor Day weekend, a third-quarter marketing campaign raised awareness about the distinctive benefits of sleeping on Talalay. The company reached consumers on Facebook and with Sirius XM satellite radio spots, as well as with Talalay-focused lifestyle videos. The title of one 75-second video, “Talalay. Earth’s Most Perfect Sleep Material,” also is the company’s new brand position.
The six-week radio campaign alone reached 7 million listeners and drove a 35% increase in the company’s website traffic, says Jim Huffstetler, vice president of marketing. Many radio listeners phoned into a special Talalay hotline for more information.
“Year over year, for the previous two years, our sales have risen by double digits,” says Kim Fisher, president and chief operating officer. “(With topper latex), we’ve found that, in the last three years, manufacturers have doubled their usage. So, if they were a using 1-inch (topper), they’ve increased to 2 inches, or if they were using 1 ½ inches, now it’s 3 inches of our Talalay latex in their bed builds. And many more companies are building totally Talalay beds.”
Fisher attributes the growth partly to more educated consumers who seek out natural products that promote health and wellness. “Our steepest sales increase is in our natural product. Consumers want the durability and knowledge the product is baby-safe,” she says.
“This year, we invested seven figures in the facility, including new infrared technology for drying and an improved wash process,” she adds. “We’re always making process improvements and opening up capacity. Our goal is to keep hitting and accommodating those double-digit sales increases.”
Latex Global opens state-of-the-art facility
Latex Global’s core offering is natural latex, which it markets primarily to natural and organic mattress makers in the North American market. President, founder and principal George Mathew started Latex Global, headquartered in San Ramon, California, in 2009. In 2014, he switched to a new latex supplier, Kochi, India-based Signature Latex, a company he helped found and has part ownership in.
The plant uses the newest techniques and technologies for manufacturing superior-quality Dunlop-process latex, Mathew says. “We have spent two years refining our systems and products (at the new plant) and, now, we are ready to go mainstream. We researched latex production all across Asia and even in Europe, investigating the best gelling agents and accelerators, the best processes and the latest equipment,” he says.

“The machinery available for producing latex is much more sophisticated today than it was just 10 years ago,” he adds. “There were many areas for improvement. Now, thanks to newer technology, such as our high-end drying equipment adapted from the textile industry, we are making a superior latex. And our manufacturing stands out because our people are passionate; they understand the chemistry really well. My partners have been living and breathing latex production for generations.”
The plant also has a new high-volume pillow line with the capacity to make organic and natural pillows at a rate of 30,000 to 40,000 pillows per year.
The company’s latex has a number of third-party certifications and seals; these include the Eco Institut, the Forest Stewardship Council, GOLS and Oeko-Tex.
Six-inch latex blocks that customers fabricate as they wish are the company’s biggest seller. Latex Global also fabricates and cuts latex to order for toppers and cores. The “glue” used in the fabrication process is natural latex. Latex Global also offers graphite-infused latex.
Latexco perfects topper technology
Latexco NV, with headquarters in Tielt, Belgium, sells classic Dunlop latex components, in addition to Pulse topper latex, made using its patented SonoCore continuous-production technology. SonoCore replaces the baking in the Dunlop process with high-frequency radio waves (think a microwave oven) to vulcanize latex, says Ben Ducatteeuw, chief executive officer of Latexco U.S., headquartered in Lavonia, Georgia.
“SonoCore is an ecologically friendly latex production method that yields a super homogenous and well-ventilated foam that is, basically, vulcanized from the inside out,” he says.
Pulse can be poured in completely smooth sheets—with no pin-coring—or with contours for zoned comfort.

Toppers make up the biggest part of the latex market in the United States and interest in natural latex is rising, Ducatteeuw says. This year, Latexco began pouring 2-inch, all-natural latex toppers in the United States using a continuous-production Dunlop process.
“One hundred percent natural is nothing new, you’d say, but now, instead of slitting 6-inch cores into two or three toppers (with rough finishes), now the topper can have that nice smooth skin with a great feel, look and consistency,” Ducatteeuw says.
The company also is pouring topper latex directly onto polyurethane foams, FR fiber, spacer fabrics and other components, creating one-piece cushion layers that use no adhesives. In addition, it has added copper-infused and graphite-infused latex to its lineup. The latter provides an economical way to help latex beds pass FR tests, Ducatteeuw says.
“To most consumers, latex is an unknown—they aren’t ‘getting it,’ ” he says. “I completely support efforts to raise awareness (about the benefits of latex).”
Latex Systems sees sales upswing in China
Founded in 2003, Latex Systems Co. Ltd, headquartered in Bangkok, Thailand, is a manufacturer of Dunlop latex cores, toppers and pillows. It is a subsidiary of rubber producer Thai Rubber Latex Corp. PCL, from which it sources its latex sap. All products are made with 100% natural rubber. They are certified by two Germany-based, third-party testing companies and carry the LGA Tested Quality mark from TUV Rheinland and the Eco Institut Tested Product seal.
According to Chakkapong “Jack” Pongsuparp, export sales manager for Latex Systems, U.S. manufacturers are using more topper latex over innersprings in high-end mattresses. While in China, the demand for all-latex mattresses and latex pillows is booming. “Compared with 2015, our 2016 sales to China grew by 40%,” he says. “The Chinese market is a huge opportunity for natural latex. Our pillows are a huge part of that business.”
Latex Systems sells four molded pillows and a fifth pillow has chipped latex fill. In addition, it has a pillow line in children’s sizes. In 2016, the company also began manufacturing its own brand of finished latex mattresses aimed at the bedding markets in China, South Korea and Thailand.

Lien A maximizes pillow production
Lien A, a Dunlop latex supplier headquartered in Ho Chi Minh City, Vietnam, has added a fourth pillow-production line, giving it the ability to manufacture up to 125,000 latex pillows per month, says Nguyen (Vincent) Thanh Vu, international business director.
The increased production fills the natural latex foam producer’s booming pillow sales to Europe and China, Nguyen says.
Around the world, Lien A is shipping more natural latex cores than in the past and recently added a continuous production line for 6-inch cores.
“We are one of the only companies producing (natural Dunlop-process) cores on a continuous line and added this capacity this year,” Nguyen says. “It makes the natural product very, very consistent from corner to corner, from mattress to mattress. Consistency is a No. 1 concern of our customers.”

A little rubber history
The milky sap, or “latex,” of the Hevea brasiliensis (rubber tree) is the primary source of natural rubber—a wonder material that was first cured by chemist Charles Goodyear in the 1830s. The process he invented became known as vulcanization and Goodyear, for whom the Goodyear Tire and Rubber Co. was named, earned a patent for his discovery in 1844. Although historical references to the use of rubber by humans date back to ancient times—where it was used to close wounds and make clothing and rubber balls—rubber did not become truly useful until vulcanization stabilized the substance, making it neither sticky nor brittle in reaction to temperature changes.
Who does—and doesn’t—sleep on latex?
Ironically, the denizens of most countries where natural rubber is produced don’t sleep on latex foam. It is and always has been a bedding component targeted to industrialized economies. In 2015, the 11-member Association of Natural Rubber Exporting Countries (Cambodia, China, India, Indonesia, Malaysia, Papua New Guinea, Philippines, Singapore, Sri Lanka, Thailand and Vietnam) produced 90% of the world’s natural rubber.
Latex Foam Glossary
Blended latex
Latex foam that is made with a combination of natural and synthetic latex.
Continuous vs. batch process
The former is a continuous mixing and pouring process using conveyors and molds versus batch mixing of latex and pouring into discrete molds to make latex foam components.
Dunlop process
A latex foam production method in which the latex mixture is whipped, poured, baked, washed and dried.
Global Organic Latex Standard
A private, third-party certification program for organic latex foam administered by Peterson & Control Union, with U.S. headquarters in Fort Lauderdale, Florida. GOLS certifies that latex components and latex-containing finished products have 95% natural rubber content from certified-organic rubber tree plantations.
Natural latex
Latex foam whose main ingredient is natural, not synthetic, latex.
Styrene-butadiene rubber
Commonly known by its acronym SBR, it’s a man-made vulcanized polymer that is the main ingredient in synthetic latex and one of the ingredients in blended latex.
Synthetic latex
See styrene-butadiene rubber.
Talalay process
A more complex latex foam production method available from a handful of makers in which the latex is poured into molds, a vacuum is applied to rise and evenly distribute the mixture, and then it is frozen, heat-processed, washed and dried.
Vulcanization
A chemical process for converting natural latex or synthetic polymers into more hardened, stable materials, with the addition of sulfur or other curatives and heat.
